欢迎来到高密市盛宝特机械制造有限公司网站!

 13053636818
13053636818





开松机逻辑控制系统
程序控制给定器以单片机8031为核心构成,其框图如图6-2所示。
钢领板动程控制有的采用机械童在模、红外光电控制器.键速和钢领板动程的控制系统框图如图6-3所示。
2.环饺知纱机的逻辑控制线路环链开松机的控制线路除满 足上述要求外,还应对电动机进行短路保护和过载保护$在故障发生时能真时停满管时能提战信号,使矶暴停车。
领极自动上升翻转等。环镀开松机控制系统如图6-4所示。








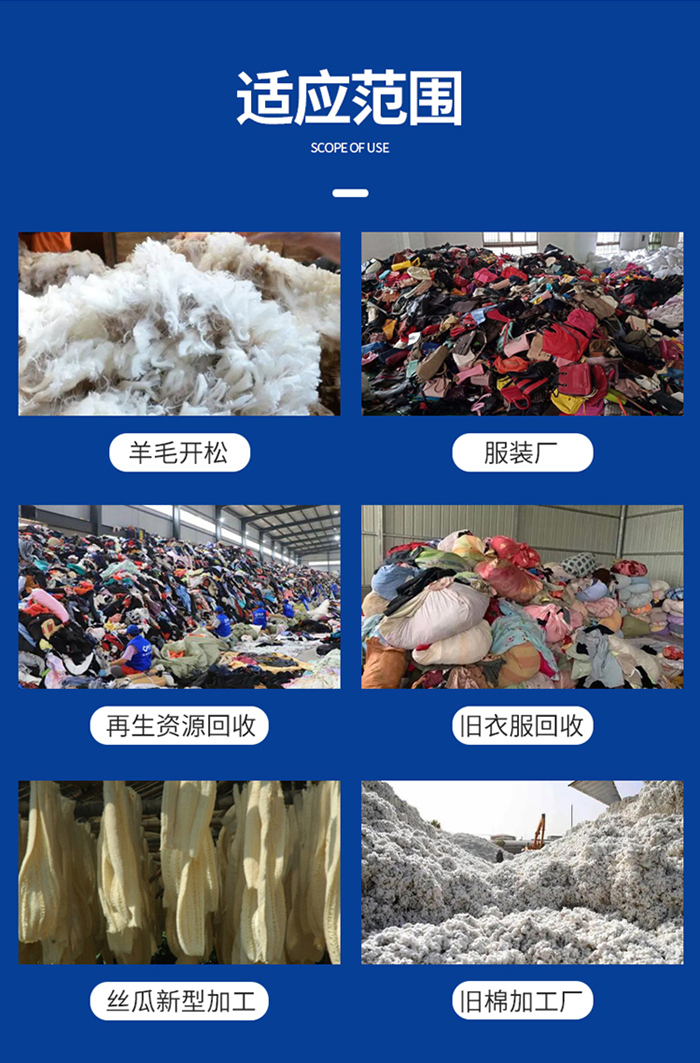

开松机开松质量主要决定于工艺
开松工艺和开松质量有很大的关系,但是到底怎样的工艺才能开松出好的产品呢,
纤维原料不同,开松的工艺不同,对不同的原料应采用不同的工艺原则。例如棉纺中加工原棉时,采用先松后打、多松少返、合理打击、早落少碎的工艺原则。加工化学短纤维或中长纤维时,由于化纤原料较蓬松,不含杂质,仅含少量的纤维疵点,所以采用多梳少打、少排除多回收的工艺原则。按照原则组合开清棉机械和配置工艺。对包装过紧、含水或含杂过多的原料,一般应经过预处理。紧包原料应进行预开松,或拆包给予充分时间自然松解;含水过多的原料,在开松前应进行烘干,以提高原料的开松效果。
要想开送出好的产品就要严格按照开松工艺的要求,因才取艺!
棉卷质量至少要控制以下四个内容:
1.林卷中杂质和疵点的内容和数量这可按照棉纱上允许的棉结杂质数作为根据来制订控制范围。但仅凭棉结和杂质两个数字来控制是不够的,而是至少应当按棉结、带纤维杂质和杂质三个数字来控制。因为实践证明,杂质容易在后部加工中除去,也可以在漂练加工过程中除去,而棉结在印染加工过程中较难除去,带纤维杂质经漂练后常转化为棉结形态,故必须单独加以控制,不能与一般杂质混同控制。有了这三个数字,再根据其与梳棉生条孚拣疵点数的相关关系,求出生条手拣疵点控制数(虽然生条的棉结杂质数在以后工序上还有变化,但若工艺处理过程不变,其关系基本上是稳定的)。然后可根据梳棉机的除杂与分梳效能规寇棉卷中杂质和疵点的控制范围。

扫一扫手机网站








 在线客服
在线客服 13053636818
13053636818 1033424483@qq.com
1033424483@qq.com